
Un plan de pièce mal interprété, c'est une série entière à refaire, des délais qui dérapent et un budget qui s'envole. À l'inverse, un plan clair et des spécifications justes permettent à votre sous-traitant en décolletage de produire du premier coup une pièce conforme à votre besoin. Entre ces deux situations, il y a souvent une simple question de vocabulaire technique : savoir exprimer les bonnes tolérances et le bon état de surface, ni trop, ni trop peu.
Spécialiste du décolletage et de l'usinage de précision dans la Vallée de l'Arve, à Marnaz près de Cluses, Briffaz-Joui accompagne quotidiennement des bureaux d'études et des acheteurs industriels. Cet article décrypte, sans jargon inutile, comment lire et spécifier un plan pour obtenir exactement la pièce attendue, au juste coût.
Pourquoi les tolérances sont au coeur de toute pièce de précision
Aucune pièce usinée n'est parfaite au micron absolu. La matière, l'outil, la température, l'usure : tout introduit de minuscules écarts. La tolérance, c'est précisément la marge d'écart acceptable autour d'une cote, en deçà et au-delà de laquelle la pièce reste fonctionnelle. Définir une tolérance, ce n'est donc pas exiger la perfection, c'est délimiter ce qui est admissible pour que la pièce remplisse son rôle.
La cote nominale et ses écarts
Sur un plan, chaque dimension importante porte une cote nominale, par exemple 10 mm, assortie d'écarts. Une cote notée 10 plus ou moins 0,05 signifie que toute pièce mesurant entre 9,95 et 10,05 mm est conforme. L'intervalle entre ces deux limites, ici 0,1 mm, s'appelle l'intervalle de tolérance. Plus il est étroit, plus la pièce est difficile et coûteuse à produire, car elle exige des passes plus fines, des contrôles plus poussés et parfois des opérations supplémentaires.
L'erreur la plus fréquente, et la plus coûteuse
L'erreur classique du donneur d'ordre consiste à serrer les tolérances partout, par précaution. C'est contre-productif. Une tolérance trop serrée sur une cote qui n'en a pas besoin augmente le prix sans rien apporter à la fonction de la pièce. Le bon réflexe consiste à ne resserrer que les cotes réellement fonctionnelles, celles qui assurent un assemblage, une étanchéité ou un guidage, et à laisser les autres en tolérance générale. C'est tout l'intérêt d'un dialogue en amont avec votre atelier.
Ce que coûte une tolérance mal pensée
Pour mesurer l'enjeu, prenons deux situations concrètes. Une cote de guidage trop large, et l'arbre prend du jeu dans son logement, le mécanisme vibre, s'use prématurément et finit par défaillir. À l'opposé, une cote non fonctionnelle inutilement serrée, et c'est l'atelier qui multiplie les passes et les contrôles pour respecter un seuil qui n'a aucun effet sur l'usage réel de la pièce. Dans les deux cas, le plan a mal hiérarchisé l'information.
La bonne tolérance est donc toujours une tolérance raisonnée. Elle découle d'une question simple : à quoi sert cette cote ? Si elle conditionne un assemblage ou une fonction, elle mérite d'être serrée et contrôlée. Sinon, la tolérance générale suffit amplement. Cette hiérarchisation est la première compétence d'un bon bureau d'études, et le premier point qu'un atelier expérimenté examine en recevant un plan.
Le système ISO de tolérances : comprendre les qualités IT
Pour standardiser le langage des tolérances, l'industrie s'appuie sur le système ISO de tolérances dimensionnelles. Il repose sur des qualités, appelées IT, qui définissent la finesse d'un intervalle de tolérance en fonction de la dimension de la pièce.
Des qualités IT01 à IT18
Le système ISO compte une série de qualités allant des plus fines aux plus larges. Les qualités très fines, autour de IT5 ou IT6, correspondent à des ajustements de haute précision, typiques des portées de roulement ou des guidages. Les qualités moyennes, autour de IT7 à IT9, couvrent la grande majorité des pièces mécaniques courantes. Les qualités plus larges, au-delà de IT11, concernent des dimensions non fonctionnelles. Plus le chiffre est bas, plus la tolérance est serrée, et plus l'usinage demande de maîtrise.
Les ajustements : quand deux pièces doivent travailler ensemble
Lorsqu'un arbre doit entrer dans un alésage, le plan utilise souvent une notation d'ajustement, comme H7 pour l'alésage et g6 pour l'arbre. Ces lettres et chiffres définissent à la fois la position et la finesse de la tolérance, et donc le type d'assemblage obtenu : jeu, incertain ou serré. Maîtriser ces ajustements est indispensable pour garantir le bon fonctionnement d'un mécanisme, et c'est une compétence quotidienne dans un atelier de décolletage sur commandes numériques.
Les tolérances générales : la norme ISO 2768
Indiquer une tolérance sur chaque cote alourdirait inutilement le plan. C'est pourquoi la norme ISO 2768 définit des tolérances générales, applicables à toutes les cotes qui ne portent pas d'indication spécifique. Une simple mention dans le cartouche du plan suffit alors à cadrer l'ensemble.
Les classes de la partie 1 : f, m, c, v
La première partie de la norme, consacrée aux dimensions linéaires et angulaires, propose quatre classes de précision : f pour fine, m pour moyenne, c pour grossière et v pour très grossière. La classe moyenne m est de loin la plus répandue pour les pièces mécaniques courantes. La classe fine f s'emploie quand l'application l'exige réellement. Le choix de la classe a un impact direct sur le coût, puisqu'il fixe la précision attendue sur toutes les cotes non tolérancées.
Les classes de la partie 2 : H, K, L
La seconde partie de la norme traite des tolérances géométriques, c'est-à-dire la forme, l'orientation et la position des éléments. Elle définit trois classes, H, K et L, de la plus précise à la plus large. Sur un plan, on rencontre souvent une notation combinée, par exemple ISO 2768-mK, qui indique la classe moyenne pour les dimensions et la classe K pour la géométrie. Cette simple ligne couvre alors l'essentiel des cotes secondaires de la pièce.
| Procédé d'usinage | Ra indicatif (µm) | Usage typique |
|---|---|---|
| Tournage d'ébauche | 3,2 à 12,5 | Surfaces brutes non fonctionnelles |
| Tournage de finition | 0,8 à 3,2 | Surfaces fonctionnelles courantes |
| Tournage fin / rectification | 0,1 à 0,8 | Portées, guidages, étanchéité |
| Rodage / superfinition | Inférieur à 0,1 | Très haute précision, frottement réduit |
L'état de surface : un critère aussi important que la cote
Une pièce peut être parfaitement aux cotes et pourtant inadaptée si son état de surface ne convient pas. L'état de surface décrit la rugosité d'une surface usinée, c'est-à-dire la finesse ou la rugosité du fini laissé par l'outil. Il conditionne le frottement, l'étanchéité, la résistance à la fatigue, l'aptitude au collage ou au revêtement, et l'aspect visuel.
Le Ra, l'indicateur le plus courant
Le paramètre le plus utilisé est le Ra, ou rugosité arithmétique moyenne, exprimé en micromètres. Plus le Ra est faible, plus la surface est lisse. Une surface brute de tournage présente un Ra élevé, tandis qu'une surface rectifiée ou rodée affiche un Ra très faible. À côté du Ra, le Rz mesure la hauteur moyenne des irrégularités et complète parfois la spécification, notamment pour les surfaces d'étanchéité.
Spécifier le bon état de surface, sans excès
Comme pour les tolérances, l'enjeu est de demander le juste niveau. Exiger un poli miroir sur une surface qui ne le requiert pas multiplie les opérations de finition et le coût, sans bénéfice fonctionnel. À l'inverse, sous-spécifier une portée d'étanchéité conduit à des fuites. Le bon état de surface se raisonne fonction par fonction, en lien avec le procédé d'obtention. Le décolletage et le tournage donnent naturellement certains niveaux de Ra, qu'une opération de reprise ou de finition vient affiner si nécessaire.
Tolérance, état de surface et procédé : un trio indissociable
Il est essentiel de comprendre que tolérance et état de surface sont liés au procédé de fabrication. Le décolletage sur tour à commande numérique atteint nativement des niveaux de précision élevés sur les diamètres, grâce à la rigidité de la machine et à la maîtrise des conditions de coupe. Mais certaines exigences, très faible rugosité, tolérances extrêmement serrées ou géométries particulières, nécessitent des opérations complémentaires : reprise, rectification, traitement.
Connaître ces capacités permet de spécifier intelligemment. Une cote facilement atteinte en décolletage ne coûte presque rien à tolérancer finement, tandis qu'une exigence qui impose une opération de reprise supplémentaire a un impact réel sur le prix et le délai. C'est pourquoi le choix des tolérances gagne à être pensé en lien avec le procédé, et donc avec l'atelier qui produira la pièce. Un partenaire qui connaît ses machines saura vous dire ce qui est gratuit et ce qui est coûteux, avant même le lancement.
Comment bien spécifier sa pièce dès le départ
Un plan bien construit fait gagner du temps à tout le monde et sécurise le résultat. Quelques réflexes simples permettent d'éviter les écueils les plus fréquents et d'obtenir un devis juste et rapide.
Identifiez d'abord les cotes fonctionnelles, celles qui conditionnent le fonctionnement réel de la pièce, et réservez-leur vos tolérances serrées. Laissez les autres cotes en tolérance générale ISO 2768 via une mention au cartouche. Précisez l'état de surface uniquement là où il compte, en indiquant un Ra cible. N'oubliez pas la matière exacte et son état de livraison, car le choix de la matière influe sur l'usinabilité et sur le résultat. Mentionnez enfin les éventuels traitements thermiques ou de surface, qui peuvent modifier les cotes finales.
Au-delà du plan lui-même, le meilleur réflexe reste le dialogue. Un atelier expérimenté repère immédiatement une tolérance incohérente, une spécification surdimensionnée ou un point à clarifier. Ce regard critique en amont évite des erreurs coûteuses et oriente vers la solution la plus économique. C'est précisément le rôle d'un partenaire de confiance en décolletage, capable de conseiller et pas seulement d'exécuter.
Le rôle du contrôle dans la garantie de conformité
Spécifier correctement ne suffit pas : encore faut-il vérifier que la pièce produite respecte bien le plan. C'est la mission du contrôle qualité, qui mesure les cotes critiques, vérifie les états de surface et atteste la conformité avant livraison. Moyens de mesure tridimensionnelle, projecteurs de profil, rugosimètres, calibres : un atelier sérieux dispose de l'équipement nécessaire pour garantir ce que le plan exige.
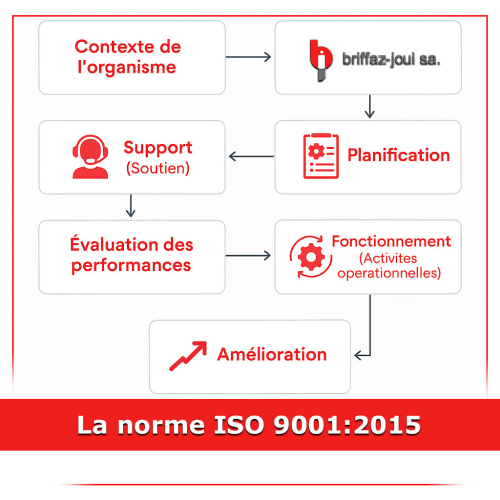
Cette exigence s'inscrit dans une démarche qualité structurée, encadrée par des normes reconnues. Un système de management de la qualité ISO 9001 assure la traçabilité des contrôles, la maîtrise des procédés et l'amélioration continue. Pour un donneur d'ordre, c'est la garantie que les tolérances et les états de surface spécifiés seront effectivement tenus, série après série.
Bien spécifier pour mieux produire
Lire et rédiger un plan de pièce décolletée n'a rien d'insurmontable. Cela revient à exprimer clairement trois choses : les bonnes cotes avec les bonnes tolérances, le bon état de surface là où il compte, et la matière adaptée. Bien fait, ce travail de spécification réduit les coûts, sécurise la qualité et accélère la mise en production. Mal fait, il génère des allers-retours, des rebuts et des retards.
La clé tient en une idée simple : spécifier juste, ni trop ni trop peu, en raisonnant fonction par fonction. Et lorsque le doute subsiste, mieux vaut en parler en amont avec un atelier qui connaît la réalité de l'usinage. Implantée au coeur de la Vallée de l'Arve, Briffaz-Joui met son expertise du décolletage de tous types de pièces au service de vos projets, du prototype à la série, avec un circuit de décision court et un accompagnement personnalisé.
Vous avez un plan à faire chiffrer ou une pièce à industrialiser ? Contactez Briffaz-Joui pour un échange technique et un devis sous 24 à 48 heures.
Questions fréquentes sur les tolérances et les états de surface
Quelle est la différence entre une tolérance dimensionnelle et un état de surface ?
La tolérance dimensionnelle définit l'écart acceptable sur une dimension, par exemple un diamètre. L'état de surface décrit la rugosité du fini de la surface, indépendamment de la cote. Une pièce peut être parfaitement aux cotes mais présenter un état de surface inadapté à sa fonction, ou inversement.
Que signifie la mention ISO 2768-mK sur un plan ?
Cette mention indique les tolérances générales applicables aux cotes sans indication spécifique. Le m correspond à la classe moyenne pour les dimensions linéaires et angulaires, et le K à une classe de tolérances géométriques. C'est une façon simple de cadrer l'ensemble des cotes secondaires d'une pièce.
Pourquoi des tolérances serrées augmentent-elles le coût d'une pièce ?
Une tolérance serrée exige des passes d'usinage plus fines, des outils mieux maîtrisés, des contrôles plus nombreux et parfois des opérations de reprise. Tout cela allonge le temps de production. Ne resserrer que les cotes fonctionnelles permet de maîtriser le coût sans compromettre la qualité.
Qu'est-ce que le Ra et comment le choisir ?
Le Ra est la rugosité arithmétique moyenne, exprimée en micromètres. Plus il est faible, plus la surface est lisse. On le choisit selon la fonction de la surface : une portée d'étanchéité ou de roulement demande un Ra faible, tandis qu'une surface non fonctionnelle peut rester brute d'usinage.
Faut-il indiquer une tolérance sur chaque cote du plan ?
Non. Il suffit d'indiquer les tolérances spécifiques sur les cotes fonctionnelles et de renvoyer les autres à une tolérance générale via une mention ISO 2768 au cartouche. Cela allège le plan, clarifie la lecture et évite de surspécifier inutilement.
Les derniers articles



























Nos points forts
Diversité des Secteurs d'Intervention
Expertise dans divers secteurs, adaptabilité aux exigences techniques spécifiques.
Technologies Avancées et Installation Moderne
Locaux modernes, équipements de pointe pour haute précision et qualité
Engagement en Formation Continue
Formation continue pour maintenir les compétences et l'innovation
Approche Familiale et Dimension Humaine
Relations personnalisées, partenariats basés sur la confiance et compréhension