
Décolletage aéronautique en Vallée de l'Arve : précision et exigences
Le décolletage aéronautique constitue l'un des segments les plus exigeants de la sous-traitance industrielle française. Chaque pièce embarquée dans un aéronef répond à un cahier des charges où la moindre dérive géométrique, le moindre défaut métallurgique ou la moindre lacune de traçabilité peut entraîner le rejet du lot complet. La Vallée de l'Arve, en Haute-Savoie, concentre depuis plus d'un siècle un savoir-faire qui s'est imposé naturellement comme une référence pour les donneurs d'ordre du secteur aéronautique civil et militaire, en France comme à l'export.
Les composants issus du décolletage aéronautique se retrouvent partout dans l'avion : visserie haute résistance, raccords hydrauliques, axes de commande, embouts de canalisation, inserts de structure, pièces de servocommandes, éléments de train d'atterrissage. Cette diversité d'applications impose à l'atelier de décolletage une maîtrise complète de la chaîne, depuis la sélection de la matière jusqu'à l'expédition contrôlée du lot. La précision dimensionnelle, la stabilité dans le temps et la documentation associée distinguent un sous-traitant fiable d'un fournisseur ponctuel.
Pourquoi le décolletage aéronautique impose-t-il les exigences les plus élevées ?
Une pièce aéronautique fonctionne dans un environnement extrême. Les variations de pression et de température en altitude, les vibrations en vol, les chocs thermiques au décollage et à l'atterrissage, ainsi que les cycles de fatigue répétés sur la durée de vie de l'appareil sollicitent la matière à des niveaux que d'autres industries ne rencontrent pas. Une vis de fixation moteur subit jusqu'à plusieurs millions de cycles de chargement avant la fin de sa durée de service, ce qui exige une homogénéité métallurgique parfaite et une absence totale de défauts de surface susceptibles d'amorcer une rupture par fatigue.
La réglementation aéronautique civile, encadrée par l'EASA en Europe et la FAA aux États-Unis, exige une traçabilité complète depuis la coulée de la matière jusqu'à l'installation sur l'aéronef. Chaque pièce porte un numéro de lot, chaque opération est consignée, chaque contrôle est archivé pendant plusieurs décennies. L'industrie de défense ajoute des contraintes liées aux réglementations sur les exportations contrôlées et à la sécurité des chaînes d'approvisionnement, ce qui rapproche les pratiques du décolletage de précision pour l'armement de celles de l'aéronautique civile.
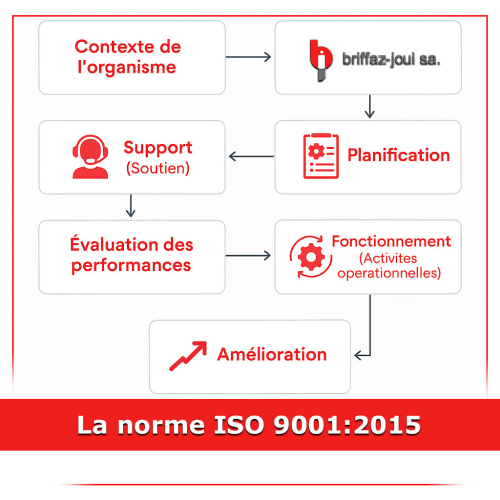
La certification EN 9100, déclinaison aéronautique de la norme ISO 9001, formalise ces exigences au niveau du système qualité. Elle ajoute aux principes généraux de la norme ISO 9001:2015 des dispositions spécifiques sur la gestion des risques, la maîtrise des configurations, le traitement des non-conformités et la prévention de la contrefaçon. Les donneurs d'ordre du secteur exigent généralement cette certification pour intégrer un sous-traitant à leur panel.
Quelles matières usine-t-on pour les pièces aéronautiques ?
Le choix matière en aéronautique répond à un compromis permanent entre résistance mécanique, masse, tenue à la température, résistance à la corrosion et coût. Quatre familles dominent les commandes de décolletage aéronautique : les alliages d'aluminium haute résistance, les aciers inoxydables et aciers spéciaux, les superalliages base nickel, et le titane. Chacune impose des conditions de coupe spécifiques et des stratégies d'outillage adaptées.
Les alliages d'aluminium série 2000 et 7000 dominent la structure et l'habillage. Le 2024, le 7075 et leurs dérivés combinent légèreté et résistance mécanique élevée après traitement thermique. Le décolletage de l'aluminium dans ses différents alliages exige une attention particulière à la déformation thermique, aux contraintes résiduelles libérées en cours d'usinage et à la qualité de l'état de surface, l'aluminium étant sensible à la corrosion sous tension si la finition reste insuffisante.
Les superalliages base nickel équipent les zones chaudes des moteurs et certains éléments de structure soumis à de hautes températures. L'Inconel et ses dérivés conservent leurs propriétés mécaniques jusqu'à plus de 700 degrés Celsius, ce qui en fait des candidats incontournables pour les anneaux de combustion, les fixations de tuyère et les éléments de circuits d'air chaud. Leur usinage demande des outils carbure spécifiques, des vitesses de coupe réduites et une lubrification haute pression pour éviter l'écrouissage de surface.
Le nickel pur et ses alliages binaires complètent la gamme pour des applications spécifiques liées à la corrosion ou aux propriétés magnétiques. Le décolletage de l'acier spécial nickel partage avec celui de l'Inconel des problématiques d'échauffement local et de tenue d'arête de l'outil, mais autorise des vitesses légèrement supérieures. La connaissance des propriétés mécaniques des alliages industriels conditionne directement la stratégie d'usinage retenue pour chaque famille.
Les aciers inoxydables martensitiques et les inox spéciaux durcis par précipitation occupent les domaines où la résistance mécanique doit s'accompagner d'une bonne tenue à la corrosion. Les pièces de fixation, les axes et les composants de mécanismes embarqués utilisent largement le 17-4 PH, le 15-5 PH ou le A286. Le décolletage inox exige un protocole rigoureux pour éviter le durcissement structural en cours de coupe et préserver les caractéristiques mécaniques attendues après traitement thermique final.
Quelles tolérances atteindre sur les pièces aéronautiques de précision ?
Les tolérances dimensionnelles et géométriques exigées en aéronautique se situent généralement entre quelques microns et quelques centièmes de millimètre. Une pièce de visserie standard demande couramment du H7 sur ses cotes critiques, soit une tolérance de 12 à 25 microns selon le diamètre. Les pièces de mécanismes hydrauliques ou pneumatiques descendent fréquemment au H6, avec des spécifications de cylindricité, de circularité et de coaxialité qui s'expriment en microns sur des longueurs significatives.
L'état de surface fait l'objet d'une spécification distincte. Les portées d'étanchéité, les surfaces de roulement et les zones de fatigue exigent souvent un Ra inférieur à 0,4 micromètre, parfois descendant à 0,1 micromètre sur les pièces hydrauliques. Cette qualité s'obtient par un dimensionnement correct des passes de finition, par une lubrification adaptée et par des opérations complémentaires telles que le polissage, le rodage ou la tribofinition. Les traitements mécaniques par polissage, grenaillage, tribofinition et sablage tiennent une place essentielle dans cette finition de précision.
Le grenaillage de précontrainte mérite une attention particulière en aéronautique. Cette opération, qui consiste à projeter des billes calibrées sur la surface usinée, introduit des contraintes résiduelles de compression qui retardent l'apparition et la propagation des fissures de fatigue. Les pièces critiques de structure et de moteur la subissent systématiquement, avec un contrôle d'intensité par bandes Almen et un dosage précis de la durée et de la pression de projection.
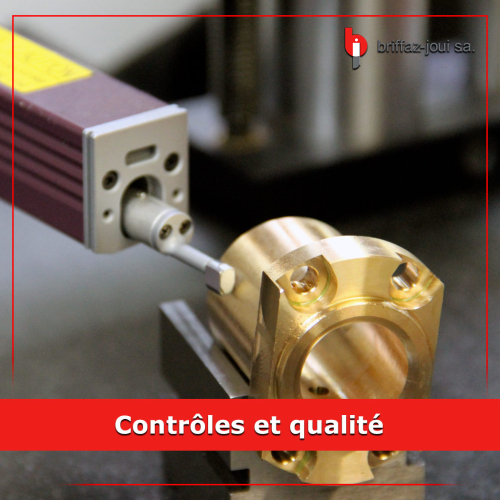
Comment se mesure la conformité des pièces aéronautiques ?
Le contrôle dimensionnel d'une pièce aéronautique combine plusieurs niveaux de mesure. Les contrôles dimensionnels classiques au pied à coulisse, au micromètre et au comparateur servent uniquement aux vérifications de pré-réglage et de production courante. Les mesures de réception passent généralement par des machines à mesurer tridimensionnelles équipées de palpeurs à déclenchement, capables d'atteindre des incertitudes inférieures au micromètre dans des conditions thermiques contrôlées.
Les contrôles non destructifs complètent la vérification dimensionnelle. Le ressuage par pénétrant fluorescent détecte les défauts débouchants, la magnétoscopie révèle les défauts sub-surfaciques sur les pièces ferromagnétiques, et le contrôle par courants de Foucault couvre les défauts de structure sur les conducteurs. Les pièces critiques de moteur subissent également un contrôle radiographique ou un contrôle ultrasonore selon leur géométrie. Les moyens de contrôle et procédures de qualité doivent répondre à la norme NADCAP pour être reconnus dans le secteur aéronautique.
Comment garantir la traçabilité des pièces aéronautiques ?
La traçabilité aéronautique repose sur trois piliers indissociables : l'identification physique de la matière première, l'enregistrement de chaque opération de fabrication, et l'archivage long terme de la documentation associée. Chaque barre d'usinage entrant dans l'atelier porte un numéro de coulée et un certificat matière conforme à la norme EN 10204 niveau 3.1 ou 3.2. Ce certificat suit la pièce tout au long du processus et accompagne la livraison sous forme d'un dossier de fabrication consolidé.
L'identification physique des pièces s'effectue par marquage laser, par micro-percussion ou par bague d'identification, selon les contraintes géométriques et fonctionnelles. Le marquage doit résister aux opérations ultérieures de traitement thermique et de surface sans affecter la performance mécanique de la pièce. Les opérations de finition ne doivent jamais effacer ou altérer le marquage de traçabilité, ce qui impose une coordination étroite entre l'atelier de décolletage et les sous-traitants spécialisés.
Les enregistrements de fabrication consignent chaque étape : numéro de programme CN utilisé, lot d'outils, paramètres de coupe, résultats des contrôles dimensionnels en cours et finals, conditions de stockage entre opérations. Cette documentation est conservée pendant la durée de vie de l'aéronef, ce qui peut représenter quarante ans ou davantage pour les avions commerciaux. La sélection d'un atelier de décolletage en Vallée de l'Arve doit intégrer cette capacité de gestion documentaire dans les critères de qualification.
Quels traitements appliquer après usinage en aéronautique ?
Une pièce aéronautique sortant brute d'usinage rejoint rarement directement le client. La plupart des composants subissent une chaîne de traitements thermiques et de surface qui leur confère leurs propriétés finales. Le tableau ci-dessous récapitule les principales opérations rencontrées et leurs effets sur la pièce.
| Traitement | Effet recherché | Applications aéronautiques |
|---|---|---|
| Trempe et revenu | Augmentation de la résistance mécanique et de la dureté | Visserie haute résistance, axes structuraux, engrenages |
| Cémentation, nitrocarburation | Surface dure, cœur ductile pour résistance à la fatigue | Roulements, paliers, pignons, pièces d'usure |
| Anodisation dure | Couche d'oxyde dure et résistante à la corrosion | Pièces aluminium de structure et d'habillage |
| Cadmiage, nickel chimique | Protection contre la corrosion et conductivité électrique | Visserie, contacts électriques, pièces hydrauliques |
| Grenaillage de précontrainte | Contraintes résiduelles de compression antifatigue | Train d'atterrissage, vilebrequins, ressorts |
| Tribofinition, polissage | État de surface fin, ébavurage des arêtes | Portées d'étanchéité, pièces hydrauliques, esthétique |
Le pilotage de cette chaîne post-usinage est aussi exigeant que l'usinage lui-même. Les traitements thermiques par trempe, revenu, cémentation, nitrocarburation et carbonitruration modifient les dimensions de la pièce et créent des distorsions qui doivent être anticipées dès la programmation des opérations d'usinage. Les traitements de surface pour la protection et l'amélioration des pièces métalliques ajoutent des épaisseurs maîtrisées qui doivent figurer sur le plan de définition.
Quels secteurs aéronautiques sollicitent le décolletage de précision ?
L'aéronautique civile commerciale représente le segment le plus large par les volumes. Les programmes Airbus et Boeing alimentent une chaîne de sous-traitance qui s'étend sur plusieurs rangs, depuis les motoristes Safran, Pratt et Whitney ou General Electric jusqu'aux ateliers de décolletage spécialisés sur les fixations et les composants hydrauliques. Les avions régionaux ATR et Embraer ajoutent leur part au marché, complétée par l'aviation d'affaires.
Les hélicoptéristes Airbus Helicopters, Leonardo et Bell forment un segment distinct avec des contraintes spécifiques liées aux fortes sollicitations vibratoires des pièces de transmission et aux exigences de fiabilité des composants critiques de rotor. La défense aéronautique recouvre les chasseurs Rafale, les avions de transport militaire, les drones et l'ensemble des programmes franco-européens, avec des exigences de souveraineté qui privilégient les chaînes d'approvisionnement nationales.
Le spatial constitue le segment le plus exigeant en valeur ajoutée par pièce. Lanceurs Ariane, satellites de télécommunications et d'observation, sondes scientifiques mobilisent des composants où le coût d'une non-qualité dépasse de plusieurs ordres de grandeur celui de la pièce elle-même. Le décolletage ferroviaire au service du transport partage avec l'aéronautique civile certaines exigences de fiabilité, ce qui rend les compétences relativement transférables d'un secteur à l'autre.
La maintenance aéronautique génère un flux continu de pièces de rechange qui suit la flotte mondiale en service. Cette activité MRO impose des délais courts, des séries généralement réduites et une capacité à reproduire des références anciennes dont les dossiers techniques peuvent dater de plusieurs décennies. Les ateliers capables de gérer cette diversité tout en maintenant la qualité aéronautique tirent un avantage compétitif significatif sur les sous-traitants généralistes.
Pourquoi la Vallée de l'Arve concentre-t-elle l'expertise aéronautique ?
La Vallée de l'Arve, de Bonneville à Cluses en passant par Marnaz et Scionzier, regroupe historiquement plus de la moitié de l'activité française de décolletage. Cette concentration géographique exceptionnelle est née au dix-neuvième siècle de l'horlogerie alpine et s'est progressivement diversifiée vers l'automobile, l'hydraulique, le médical, et plus récemment l'aéronautique de pointe. Le tissu industriel local rassemble plusieurs centaines d'entreprises spécialisées qui forment un écosystème complet, des fournisseurs d'outillage jusqu'aux laboratoires de contrôle accrédités.
Ce maillage industriel offre aux donneurs d'ordre aéronautiques une profondeur de compétences que peu de territoires en Europe peuvent reproduire. La proximité géographique entre les ateliers permet une coordination étroite sur les chaînes complexes, où une pièce peut passer par trois ou quatre intervenants avant son expédition finale. La capacité à mobiliser rapidement des compétences complémentaires, qu'il s'agisse de traitement thermique, de finition spécifique ou de contrôle non destructif, sécurise les délais et limite les risques de rupture d'approvisionnement.
La formation locale, portée notamment par le lycée des métiers Paul Béchet à Cluses et par le pôle industriel de la Vallée, alimente continuellement le secteur en techniciens qualifiés. Cette transmission du savoir-faire entre générations de décolleteurs reste l'un des actifs intangibles les plus précieux du territoire. La sélection d'un sous-traitant aéronautique passe nécessairement par l'évaluation de cette dimension humaine, en complément des critères techniques et financiers. Les critères pour bien choisir son sous-traitant en décolletage couvrent cet ensemble de paramètres.
Ce qu'il faut retenir avant de confier vos pièces aéronautiques
Le décolletage aéronautique exige bien plus qu'une simple capacité technique d'usinage. Il suppose une organisation qualité conforme aux référentiels EN 9100 et NADCAP, une maîtrise des matériaux les plus exigeants, une capacité documentaire couvrant la durée de vie de l'aéronef, et une coordination sans faille avec la chaîne des traitements thermiques et de surface. Le choix d'un sous-traitant doit donc s'appuyer sur une qualification approfondie qui dépasse largement la simple comparaison de devis.
La Vallée de l'Arve offre l'un des écosystèmes les plus complets au monde pour répondre à ces exigences. Briffaz-Joui, implanté à Marnaz au cœur du bassin, met à disposition de ses clients aéronautiques son parc de machines à commande numérique, son atelier de reprises, ses moyens de contrôle qualité et son expérience de plus de cinquante ans dans la sous-traitance industrielle de précision. Pour discuter de votre cahier des charges aéronautique, prendre rendez-vous ou demander un devis, contactez le 04 50 18 24 74 ou utilisez le formulaire en ligne. La capacité de décolletage en diamètre 30 à 800 mm couvre l'intégralité des besoins courants en aéronautique civile et militaire.
Les derniers articles



























Nos points forts
Diversité des Secteurs d'Intervention
Expertise dans divers secteurs, adaptabilité aux exigences techniques spécifiques.
Technologies Avancées et Installation Moderne
Locaux modernes, équipements de pointe pour haute précision et qualité
Engagement en Formation Continue
Formation continue pour maintenir les compétences et l'innovation
Approche Familiale et Dimension Humaine
Relations personnalisées, partenariats basés sur la confiance et compréhension