
L'usinage titane TA6V occupe une place centrale dans la production de pièces aéronautiques et spatiales depuis plusieurs décennies. Cet alliage représente à lui seul plus de la moitié du titane consommé dans l'industrie aérospatiale mondiale, devant les nuances pures et les autres alliages spéciaux. Sa combinaison de légèreté, de résistance mécanique et de tenue à haute température en fait le matériau de référence pour les éléments structuraux, les fixations critiques et les composants moteurs. Ce guide détaille les nuances utilisées, les paramètres d'usinage, les difficultés techniques propres au titane, les tolérances exigées par les donneurs d'ordre et les certifications nécessaires pour livrer la filière aéronautique depuis la Vallée de l'Arve.
Pourquoi le titane TA6V s'impose dans l'aéronautique et le spatial ?
Le rapport résistance sur masse du TA6V dépasse celui de la plupart des aciers à haute résistance, tout en conservant une excellente tenue à la corrosion et un comportement mécanique stable jusqu'à 350 °C en service continu. Pour un avionneur ou un motoriste, cette combinaison se traduit par un gain de masse direct sur des pièces critiques, sans concession sur la fiabilité. Sur un moteur civil moderne, plusieurs centaines de pièces en TA6V interviennent depuis le compresseur basse pression jusqu'aux carters intermédiaires.
Le spatial impose des contraintes encore plus exigeantes. Les vibrations au lancement, les écarts thermiques entre face soleil et face ombre, le vide poussé qui exclut tout dégazage parasite, tout cela conduit à privilégier le titane TA6V pour les structures de satellites, les supports d'instruments et les composants mécaniques de propulsion. La densité de 4,43 g/cm³ contre 7,85 pour l'acier reste un argument décisif quand chaque kilogramme placé en orbite coûte plusieurs milliers d'euros.
La compatibilité biologique excellente du titane explique également sa percée en médecine et en dental, mais l'aéronautique reste de loin le premier consommateur mondial. Les ateliers spécialisés dans le décolletage aéronautique de précision en Haute-Savoie doivent maîtriser cet alliage pour répondre aux donneurs d'ordre qui multiplient les programmes intégrant des pièces titane.
Quelles sont les nuances de titane utilisées en aéronautique ?
La nuance TA6V correspond à la désignation européenne du Grade 5 selon la norme ASTM B348. Sa composition typique associe environ 6 % d'aluminium, 4 % de vanadium, le reste étant du titane et des éléments résiduels en très faible proportion. Cette composition lui confère une limite élastique d'environ 830 MPa et une résistance à la traction de l'ordre de 950 MPa, contre seulement 280 MPa pour le titane Grade 2 non allié.
Les programmes médicaux et certains usages aéronautiques sensibles privilégient le Grade 23, également appelé TA6V ELI pour Extra Low Interstitials. Les teneurs en oxygène, azote, carbone et fer sont abaissées pour améliorer la ténacité et la résistance à la propagation des fissures. Cette nuance se rapproche du TA6V standard sans en avoir le coût, et reste un choix privilégié pour les implants et certaines pièces de fatigue.
Le Ti-6242 et le Ti-6242S, alliages alpha-beta enrichis en étain, zirconium et molybdène, prennent le relais lorsque la tenue thermique doit dépasser 450 °C. Ils équipent les disques de compresseur haute pression et certains aubages. Le Ti-662, riche en aluminium et vanadium, vise des résistances mécaniques supérieures pour les fixations critiques. Pour des applications spécifiques de tenue à la corrosion sans contrainte mécanique élevée, les Grade 1 et Grade 2 conservent leur place sur les durites, conduits et raccords. Le panorama complet des matières usinées par un atelier de décolletage moderne peut être consulté dans la documentation détaillant le savoir-faire matières en usinage CN.
Comment usiner le titane TA6V dans les règles de l'art ?
L'usinage du titane TA6V obéit à des paramètres de coupe sensiblement différents de ceux de l'acier de décolletage classique. La conductivité thermique très faible du titane, environ sept fois inférieure à celle de l'acier, concentre la chaleur de coupe sur l'arête de l'outil et sur la pièce elle-même. Cette particularité impose des vitesses de coupe modérées, comprises entre 30 et 60 mètres par minute selon le diamètre travaillé et l'outil employé, contre 150 à 250 mètres par minute pour un acier standard.
Le choix de l'outil conditionne directement la productivité et la qualité d'usinage. Les plaquettes en carbure micro-grain revêtu PVD AlTiN ou TiAlN sont privilégiées pour la majorité des opérations de tournage et de fraisage. Le diamant polycristallin ou la céramique sont à proscrire en raison de leur affinité chimique avec le titane à haute température. Les avances par dent restent comprises entre 0,05 et 0,2 mm, avec une attention particulière portée à l'épaisseur minimale de copeau pour éviter le talonnage.
La rigidité du système pièce-outil-machine est un facteur décisif. Le titane TA6V présente un module d'élasticité d'environ 110 GPa, soit la moitié de celui d'un acier, ce qui amplifie les déformations sous effort de coupe. Les tours et les centres de fraisage utilisés doivent donc disposer d'une grande raideur, de broches courtes et d'un bridage soigné. Le parc de commandes numériques d'un atelier de décolletage en Vallée de l'Arve doit être adapté en conséquence pour produire des pièces titane stables en série.
La lubrification joue un rôle essentiel dans la réussite de l'opération. L'arrosage à haute pression, supérieur à 70 bars dans les configurations exigeantes, brise le copeau, évacue la chaleur et préserve la durée de vie de l'outil. Les huiles entières de coupe ou les solutions micro-émulsionnées spécifiquement formulées pour le titane sont préférées aux fluides standards. Une mauvaise lubrification entraîne des bris d'outil rapides, des défauts d'état de surface et un risque d'inflammation des copeaux fins.
Quelles sont les difficultés techniques propres au décolletage titane ?
L'écrouissage rapide du TA6V sous l'action de l'outil constitue l'un des pièges classiques pour un atelier débutant en titane. Si la passe précédente a écroui la matière, l'outil suivant rencontre une couche superficielle plus dure que le matériau brut. Ce phénomène impose une géométrie d'outil agressive, des avances généreuses et une régularité absolue de l'usinage pour éviter les frottements parasites qui aggravent l'écrouissage.
La gestion thermique reste le défi principal sur les opérations de longue durée. Une pièce qui chauffe se dilate, se déforme, perd ses cotes et sort des tolérances exigées par l'aéronautique. Les ateliers expérimentés fractionnent les passes profondes, alternent les phases de coupe et de refroidissement, et contrôlent en continu la température de la pièce sur les séries longues. Cette discipline rejoint les principes généraux des contrôles et procédures de qualité en décolletage appliqués sur chaque pièce critique.
La gestion du copeau exige une attention spécifique. Le copeau de titane, fin et long, atteint des températures supérieures à 600 °C en sortie de coupe. À ce stade, il devient inflammable au contact de l'air et peut provoquer un départ de feu dans le bac à copeaux ou sur la machine. Les ateliers titane sont équipés de systèmes de fragmentation du copeau, de bacs de collecte ignifuges et de procédures d'évacuation immédiate. Le retraitement des copeaux et des huiles fait l'objet de circuits spécifiques, dans la continuité des bonnes pratiques rappelées sur le traitement écologique des copeaux et des huiles d'usinage.
La stabilité dimensionnelle des grandes pièces TA6V suppose une stratégie d'usinage en plusieurs phases. Une première ébauche libère les contraintes internes de la barre brute, suivie d'une stabilisation thermique, puis d'une finition à froid sur cotes définitives. Cette approche multi-phases est courante sur les pièces de grand diamètre, dans la lignée du savoir-faire décrit pour le décolletage de pièces de diamètre 30 à 800 millimètres.
Quelles tolérances et états de surface vise l'aéronautique sur le titane ?
Les tolérances dimensionnelles courantes sur les pièces titane aéronautiques se situent dans les classes IT6 à IT8 selon la norme ISO 286, avec des descentes ponctuelles en IT5 sur les portées de roulements et les ajustements de précision. Sur un diamètre de 50 millimètres, cela représente des intervalles de 16 à 25 micromètres. Sur les pièces critiques comme les axes de fixation moteur ou les arbres de petite turbine, les exigences peuvent descendre sous le micromètre.
Les rugosités demandées sur les surfaces fonctionnelles oscillent typiquement entre Ra 0,4 et Ra 1,6 micromètres. Les portées de joints, les surfaces d'étanchéité et les zones soumises à fatigue cyclique exigent les valeurs les plus serrées, avec un contrôle systématique au rugosimètre. Cette qualité d'état de surface conditionne directement la durée de vie en fatigue de la pièce et sa résistance à l'amorçage de fissures.
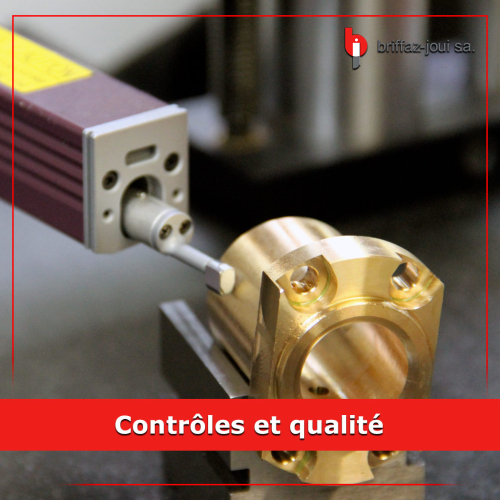
Les défauts géométriques de forme, position et orientation font l'objet d'une attention particulière sur les pièces titane aéronautiques. Cylindricité, concentricité, perpendicularité, planéité, parallélisme : chaque tolérance définie sur le plan donneur d'ordre est mesurée et tracée individuellement. Les machines tridimensionnelles à palpage, les colonnes de mesure et les bancs optiques sont des outils incontournables, comme rappelé dans les moyens de contrôle et procédures qualité en décolletage.
Quels traitements complémentaires pour le titane aéronautique ?
Le titane TA6V usiné peut être livré tel quel ou après traitement de surface selon le cahier des charges. La passivation chimique en bain d'acide nitrique élimine les éventuels résidus métalliques laissés par les outils et restaure une couche d'oxyde protectrice homogène. Cette opération, peu coûteuse, est souvent demandée sur les pièces destinées à un environnement humide ou marin.
L'anodisation type 2 ou anodisation au chromate confère au titane une couche d'oxyde plus épaisse, identifiable par sa couleur caractéristique allant du jaune paille au bleu profond selon la tension appliquée. Cette opération améliore la résistance au grippage sur les filetages et les ajustements glissants, un point critique pour les fixations aéronautiques répétées. L'anodisation type 3, dite anti-grippante, est spécifiquement adaptée aux contacts métal sur métal en environnement vibratoire. La gamme des solutions disponibles est détaillée dans l'analyse des traitements de surface pour pièces métalliques.
Les traitements thermiques restent rares sur le TA6V décolleté car la nuance est généralement livrée à l'état recuit ou STA, déjà optimisé sur la barre brute. Une mise en solution suivie d'un vieillissement permet toutefois d'augmenter la résistance mécanique au prix d'une légère baisse de ductilité. Ces opérations doivent être réalisées sous atmosphère contrôlée pour éviter l'absorption d'oxygène et la fragilisation de la matière. Le panorama des traitements thermiques applicables aux pièces déc
Les derniers articles



























Nos points forts
Diversité des Secteurs d'Intervention
Expertise dans divers secteurs, adaptabilité aux exigences techniques spécifiques.
Technologies Avancées et Installation Moderne
Locaux modernes, équipements de pointe pour haute précision et qualité
Engagement en Formation Continue
Formation continue pour maintenir les compétences et l'innovation
Approche Familiale et Dimension Humaine
Relations personnalisées, partenariats basés sur la confiance et compréhension